
ÉLELMISZERIPARI PICK AND PLACE MECHATRONIKAI OKTATÓ RENDSZER
Az oktató rendszer elemei és működése
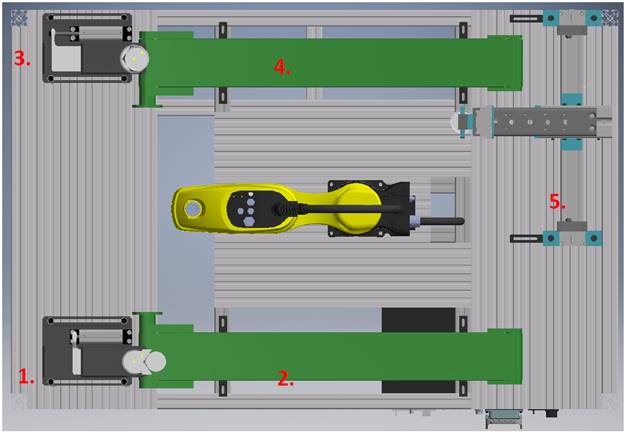
A rendszer részei:
- Ejtőtár 1: Korongok (kekszek) adagolása. Az ejtőtár feltöltése manuálisan történik.
- Conveyor 1: Behordó szalag. A kiadagolt kekszeket szállítja a robot felvételi pozíciójába. A szállítószalag sebesség váltását egy frekvenciaváltóval hajtott 3-fázisú aszinkron motor biztosítja.
- Ejtőtár 2: Betárolt tégelyek adagolását végzi. Az ejtőtár feltöltése manuálisan történik.
- Conveyor 2: Az üres tégelyeket szállítja a töltési pozícióba, majd pedig a feltöltötteket a portához.
- Pneumatikus Portál: A feltöltött tégelyeket egy 4 férőhelyes palettára helyezi. A feltöltött paletták cseréje manuálisan történik.
Vezérlés
A berendezés vezérlése két részre oszlik. A robotkar működtetését az asztal alatt elhelyezett FANUC R-30iB Compact Plus vezérlő végzi. Ez a vezérlő felelős a robotkar mozgásokért illetve a vákuum megfogó működtetésért. A robot paraméterezése, a pozíciók felvétele valamint a program írása webes felületen keresztül történik, ezért külön Teach Pendant-re nincs szükség. A Teach Pendant CNTP konnektorára lezáró dugó van csatlakoztatva.
A robotkar köré épített technológia vezérlését egy Siemens S7-1214C PLC látja el két I/O bővítő modullal: SM1223 DI16/DO16 és SM1221 DI8. Így összesen 38 digitális bemenet és 26 kimenet áll rendelkezésre. A kiadott demo programban digitális I/O-n keresztül történik a robot vezérlő – PLC kommunikáció is.
Az egyszerű programozáshoz és üzemeltetéshez a két vezérlő közös Ethernet hálózatra csatlakozik. Az IP címek alap beállítása:
- S7-1214C: 192.168.1.140
- R-30iB Compact Plus: 192.168.1.100
|
Figyelem! A berendezés működtetése során különös tekintettel járjon el! Mozgó gépen ne végezzen javítást és a munkatéren kívül tartózkodjon! A robot programozása/betanítása során mindig tartsa magánál a Switch Box-ot és tartsa be az összes utasítást, amit a robot üzemeltetési könyve ír elő! |

Operátor panelek
A berendezésen 3 operátor panel található és egy hordozható Switch Box a robot vezérlő számára.
- Kezelőpanel 1: használható a gép indítására, leállítására, üzemmód váltásra, hiba nyugtázására, alaphelyzet felvételére, stb. 3db nyomógomb (piros, sárga, zöld) valamint egy kétállapotú kapcsoló található rajta.
- Kezelőpanel 2: használható a paletta csere kijelzésére és az üres paletta nyugtázására. Egy nyomógomb, egy sárga visszajelző és egy vészstop gomb található rajta.
- Kezelőpanel 3: használható a gép üzemállapotának megjelenítésére. Három visszajelző (piros, sárga, zöld) és egy vészstop gomb található rajta.
- Switch Box: Robot működtetéséhez szükséges. A programozás során mindig tartsa maga mellett a vészstop gombot!
- Fehér visszajelző: Robot busy signal
- Piros visszajelző: FAULT signal
- Kék nyomógomb: Robot RESET
- Zöld nyomógomb: Robot START

Vészstop kör
A vésztop kör a robot vezérlő „Operator’s Panel Emergency Stop” körét használja. Ezáltal vészstop esetén a robotkar mozgása azonnal megállítható. A PLC a robot safety relé kimenetein keresztül érzékeli a vészstop aktiválását, így programból lekezelhető a többi technológia biztonságos leállítása (pl: a megfogó ne dobja el a munkadarabot kiemelt állapotban). Jelen kialakításban a robotvezérlő belső 24V-2 tápvonalát használja a vésztop kör is, így a vezérlő bekapcsolt állapota szükséges hozzá.
Demo Program Működtetése
|
Figyelem! A folyamat indítása előtt mindig távolítsa el az összes munkadarabot a berendezésről! Győződjön meg róla, hogy senki sem tartózkodik a munkatérben! |

- Helyezze áram alá a berendezést és nyissa ki a kéziszelepet a levegő előkészítőn. Amíg a rendszernyomás nem éri el a beállított értéket (~4,5bar), addig a PLC program tilt minden folyamatot.
- Töltse fel a Food_Industry_SCARA_2019 projectet a PLC-re és indítsa el. A robot vezérlőn indítsa el a PROG1 programot. Amennyiben a program nem az elejéről indul (PAUSE állapotból térne vissza), úgy a webes felületen keresztül állítsa le a PROG1 programot a STOP gombbal. Ezután a RUN gombbal indítsa el, majd a Switch Box-on nyomja meg a START gombot. Ezzel a program újraindul az első sorról.
- Távolítson el minden munkadarabot a szalagokról és a palettákról majd töltse fel az ejtőtárakat!
- A sárga visszajelző folyamatos világítása jelzi, ha üzemkész a berendezés. A sárga gomb megnyomására megkezdődik az alaphelyzet felvétele. Ezt a sárga lámpa villogása jelzi. Ha valamelyik feltétel nem teljesül (pl. táplevegő nyomás), akkor a gombnyomás után továbbra is folyamatosan világít a sárga lámpa. Az alaphelyzet elérését a zöld visszajelző folyamatos világítása jelzi.
- Zöld gomb megnyomására elindul a folyamat és a zöld lámpa kialszik.
- Az Ejtőtár 2 kiadagol egy tégelyt és a Conveyor 2 a töltési pozícióba szállítja. Az Ejtőtár 1-ben lévő kekszeket a Conveyor 1 szállítja a felvételi pozícióba, ahonnét a robotkar feltölti a tégelyt. Miután belekerült a tégelybe mind az 5db keksz, a stopper henger tovább engedi a palettázó felé. A pneumatikus portál ekkor a paletta egy üres fészkébe helyezi a feltöltött munkadarabot. Eközben már a következő tégely feltöltése is megkezdődik és indul elölről a folyamat.
- Ha megtelt a paletta, akkor a program nem engedi a következő tégely elhelyezését. Ilyenkor a Portál oldalán lévő sárga lámpa villogása jelzi a paletta cserét. Fontos, a palettáért csak a portál oldaláról nyúljon be! Ellenkező esetben a robotkar munkaterén keresztül tenné. A sárga lámpa csak akkor fog jelezni, ha a portál is már biztonságos helyzetben van. Amíg a sárga lámpa nem ad jelet, addig a biztonsági fénysorompó még aktív és benyúlás esetén vészleállítás történik. Ha sikeres volt a paletta csere, akkor a nyugtázó gomb megnyomására a sárga lámpa kialszik.
- A kiürült ejtőtárakat a Kezelőpanel 3-on lévő sárga lámpa villogása jelzi.
- Vészstop aktiválása esetén a robotkar azonnal megáll, a lágyindító szelep pedig leereszti a tápnyomást. Amíg nincs kiengedve mindegyik vészstop gomb, addig a piros lámpa 2Hz-el villog. A vészstop felengedése után a sárga lámpa világít és a rendszer vár az alaphelyzet felvételre (ugyan úgy mint normál indítás esetén). Addig ne nyugtázza a hibát, amíg minden munkadarabot el nem távolított a munkatérből.

Energiaellátás
A berendezés villamos ellátása 230V-os egyfázisú hálózatról történik. Legnagyobb csatlakoztatható vezetékkeresztmetszet: 3x2,5mm2. A biztonságos üzemeltetés érdekében figyeljen a fázishelyes bekötésre!
A megfelelő védőföldelés kialakítására használja a kapcsolószekrény hátulján található földelő sínt!
Külön 24VDC tápellátásra nincs szükség.
A pneumatikus rendszer működtetéséjhez 6bar (min. 4,5bar) nyomás szükséges. Pneumatikus csatlakoztatás 8-as gyorscsatlakozóval történik.
|
Figyelem! A villamos bekötés módosítását csak áramtalanított berendezésnél tegye! A feszültség alatt álló berendezésnél különös tekintettel járjon el! Ne használja a berendezést nyitott kapcsolószekrénnyel! |

A kapcsolószekrény belső elrendezése az alábbi ábrán látható:
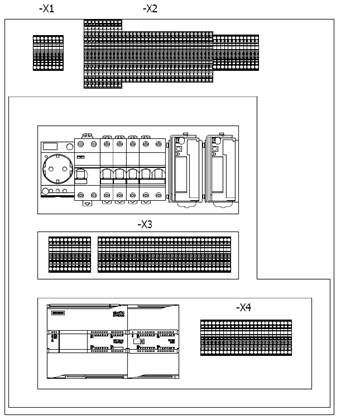
-X1 sorkapocs: 230V-os betáplálás, robotvezérlő tápellátás
-X2 sorkapocs: terepi eszközök csatlakoztatása
-X3 sorkapocs: robot I/O kábel (JRM18) kifejtő blokk
-X4 sorkapocs: robot operátor panel kábel (JRT3) kifejtő blokk